
Dobór odpowiedniego wiertła pod gwint to podstawa trwałego i bezpiecznego połączenia. W tym artykule skupimy się na gwincie M6, który jest niezwykle popularny w wielu zastosowaniach, i pokażę Ci, jak precyzyjnie dobrać wiertło, aby uniknąć frustracji i kosztownych błędów.
Wiertło pod gwint M6 to najczęściej 5,0 mm klucz do trwałego połączenia
- Dla standardowego gwintu M6 (skok 1,0 mm) użyj wiertła o średnicy 5,0 mm.
- Średnicę wiertła obliczysz wzorem: średnica gwintu minus skok gwintu (np. 6 mm - 1 mm = 5 mm).
- Gwint M6 drobnozwojny (np. skok 0,75 mm) wymaga wiertła 5,2 mm.
- Materiał ma znaczenie: dla aluminium rozważ 4,9 mm, dla stali nierdzewnej (INOX) użyj wierteł HSS-Co.
- Pamiętaj o prostopadłości, smarowaniu i usuwaniu wiórów, aby uniknąć typowych błędów.
Gwint M6: Co musisz wiedzieć o tym popularnym standardzie?
Gwint M6 to jeden z najczęściej spotykanych gwintów metrycznych, co oznacza, że jego wymiary są znormalizowane i wyrażone w milimetrach. Litera "M" oznacza właśnie gwint metryczny, a cyfra "6" to jego nominalna średnica zewnętrzna, czyli 6 milimetrów. W większości przypadków, standardowy gwint M6 ma skok wynoszący 1,0 milimetra. Jego uniwersalność sprawia, że znajdziesz go w konstrukcjach maszyn, urządzeniach domowych, elementach meblowych, a nawet w motoryzacji. To właśnie ta powszechność sprawia, że wiedza o prawidłowym doborze wiertła jest tak cenna.
Skutki złego wyboru: Czym grozi zbyt mały lub zbyt duży otwór?
Wybór niewłaściwej średnicy wiertła pod gwint to jeden z najczęstszych błędów, który może mieć poważne konsekwencje. Jeśli otwór jest zbyt mały, gwintownik napotka zbyt duży opór materiału. Może to prowadzić do jego zakleszczenia, a w efekcie do złamania co jest nie tylko frustrujące, ale i kosztowne, zwłaszcza gdy gwintownik utknie w obrabianym elemencie. Usuwanie złamanego narzędzia to często wyzwanie.
Z kolei, gdy otwór jest zbyt duży, gwintownik nie będzie miał wystarczającej ilości materiału do nacięcia pełnego profilu gwintu. Powstanie wtedy gwint niepełny, płytki i słaby, który nie zapewni odpowiedniej wytrzymałości połączenia. Śruba wkręcona w taki gwint będzie miała tendencję do luzowania się, a nawet do wyrwania, co może prowadzić do awarii całej konstrukcji. Precyzja w tym przypadku jest absolutnie kluczowa.
Wiertło pod gwint M6 prosta odpowiedź i złota zasada
Odpowiedź w punkt: Standardowe wiertło pod gwint M6 to 5,0 mm
Przejdźmy do konkretów: dla standardowego gwintu M6 o skoku 1,0 mm, należy użyć wiertła o średnicy 5,0 mm. Chociaż normy techniczne precyzują minimalną średnicę otworu na około 4,917 mm, w praktyce, zwłaszcza przy wierceniu ręcznym, wiertło 5,0 mm jest optymalnym wyborem. Daje ono niewielki margines tolerancji, minimalizując ryzyko złamania gwintownika, jednocześnie zapewniając wystarczającą ilość materiału do utworzenia mocnego i pełnego gwintu.Poznaj wzór, który uratuje Cię w każdej sytuacji: Średnica gwintu minus jego skok
Aby zrozumieć, dlaczego 5,0 mm jest prawidłową średnicą, warto poznać uniwersalny wzór na dobór wiertła pod gwint metryczny. Jest on niezwykle prosty i brzmi następująco:
D = M - P
- D to średnica wiertła (w milimetrach),
- M to nominalna średnica gwintu (w milimetrach),
- P to skok gwintu (w milimetrach).
Zastosujmy to do naszego gwintu M6: nominalna średnica (M) wynosi 6 mm, a standardowy skok (P) to 1,0 mm. Podstawiając do wzoru, otrzymujemy: D = 6 mm - 1,0 mm = 5,0 mm. Widzisz? To naprawdę proste i pozwala mi szybko dobrać wiertło do każdego standardowego gwintu.
Nie tylko standard: Kiedy sięgnąć po wiertło 5,2 mm dla gwintu M6?
Warto pamiętać, że nie każdy gwint M6 ma standardowy skok 1,0 mm. Istnieją również gwinty drobnozwojne, które charakteryzują się mniejszym skokiem. Na przykład, gwint M6 może występować ze skokiem 0,75 mm. W takim przypadku, stosując nasz wzór, obliczamy: D = 6 mm - 0,75 mm = 5,25 mm. Ponieważ wiertła o średnicy 5,25 mm nie są standardowo dostępne, najbliższą i najczęściej stosowaną średnicą będzie 5,2 mm. Zawsze więc upewnij się, jaki skok ma gwint, który zamierzasz naciąć, zanim wybierzesz wiertło.

Materiał ma znaczenie jak dopasować wiertło do powierzchni
Wybór odpowiedniego wiertła to nie tylko średnica, ale także materiał, z którego jest wykonane, oraz jego właściwości, które muszą być dopasowane do obrabianej powierzchni. To klucz do efektywnej i bezpiecznej pracy.
Wiercenie w zwykłej stali: Sprawdzony standard HSS
Dla większości projektów, w których obrabiasz zwykłą stal konstrukcyjną, stal węglową czy stal narzędziową o niższej twardości, wiertła wykonane ze stali szybkotnącej (HSS - High Speed Steel) są w zupełności wystarczające. Są one powszechnie dostępne, stosunkowo niedrogie i zapewniają dobrą wydajność. W tym przypadku, średnica 5,0 mm pod gwint M6 pozostaje standardem. Pamiętaj jednak o odpowiednich obrotach i chłodzeniu, nawet przy "zwykłej" stali, aby przedłużyć żywotność wiertła.
Aluminium i metale miękkie: Dlaczego warto rozważyć wiertło 4,9 mm?
Aluminium, mosiądz czy inne metale miękkie mają tendencję do "rozpływania się" pod naciskiem wiertła, co może prowadzić do nieprecyzyjnego, nieco rozkalibrowanego otworu. Aby temu zapobiec i zapewnić, że gwint będzie miał pełny profil i mocne trzymanie, często zaleca się użycie wiertła o nieco mniejszej średnicy, np. 4,9 mm lub 4,95 mm. Taki zabieg pozwala na "zebranie" nieco więcej materiału przez gwintownik, co przekłada się na lepszą jakość gwintu i większą pewność połączenia. Warto to przetestować, jeśli zależy Ci na maksymalnej precyzji.
Stal nierdzewna (INOX): Wyzwanie wymagające specjalnych wierteł (HSS-Co)
Wiercenie i gwintowanie w stali nierdzewnej (INOX) to zupełnie inna bajka. Materiał ten jest znacznie twardszy, a co gorsza, ma tendencję do utwardzania się podczas obróbki (tzw. zjawisko umocnienia zgniotowego). Do stali nierdzewnej absolutnie musisz użyć wierteł z dodatkiem kobaltu (HSS-Co), które są znacznie twardsze i bardziej odporne na wysoką temperaturę. Czasami stosuje się nawet wiertła węglikowe. Kluczowe jest także wiercenie na niskich obrotach i intensywne chłodzenie, aby zapobiec przegrzewaniu się narzędzia i materiału. Mimo tych wyzwań, średnica wiertła pod standardowy gwint M6 w stali nierdzewnej nadal wynosi 5,0 mm.A co z drewnem i tworzywami sztucznymi?
Gwintowanie M6 w drewnie czy większości tworzyw sztucznych jest rzadkością i zazwyczaj nie jest najlepszym rozwiązaniem dla trwałego połączenia. Drewno jest zbyt miękkie i włókniste, aby utrzymać precyzyjny gwint metryczny, a tworzywa sztuczne mogą pękać lub odkształcać się. W tych materiałach zazwyczaj stosuje się inne metody łączenia, takie jak wkręty do drewna, wkręty samogwintujące do tworzyw, inserty gwintowane (np. mosiężne lub stalowe, które są wtopione lub wciśnięte w materiał), lub po prostu śruby z nakrętkami. Jeśli już musisz gwintować, np. w bardzo twardym drewnie lub specyficznym tworzywie, dobór wiertła może wymagać indywidualnego podejścia i testów, a średnica otworu może być nieco inna niż dla metalu.
Krok po kroku jak prawidłowo przygotować otwór i nagwintować
Nawet najlepsze wiertło i gwintownik nie zagwarantują sukcesu, jeśli nie będziesz przestrzegać podstawowych zasad prawidłowego przygotowania otworu i samego procesu gwintowania. Oto moje sprawdzone wskazówki.
Przygotowanie to klucz: Punktowanie i pewne mocowanie materiału
Zanim zaczniesz wiercić, dokładnie spuntuj miejsce, w którym ma powstać otwór. Punktak tworzy niewielkie wgłębienie, które zapobiega "wędrowaniu" wiertła po powierzchni materiału na początku wiercenia. To absolutnie krytyczne dla precyzji. Następnie, upewnij się, że obrabiany materiał jest stabilnie i pewnie zamocowany. Użyj imadła, ścisków stolarskich lub innych odpowiednich narzędzi. Luźny element to prosta droga do krzywego otworu, uszkodzenia narzędzia, a nawet wypadku.
Technika wiercenia: Jak utrzymać prostopadłość i idealne obroty?
Najważniejsza zasada: wierć prostopadle do powierzchni! Krzywy otwór to krzywy gwint, a to z kolei oznacza słabe połączenie. Jeśli masz dostęp do wiertarki stołowej, użyj jej to gwarantuje idealną prostopadłość. Przy wiertarce ręcznej, staraj się kontrolować kąt wiercenia "na oko" lub użyj specjalnej prowadnicy. Pamiętaj też o doborze odpowiednich obrotów: niższe obroty dla twardszych materiałów (np. stal nierdzewna) i większych średnic wierteł, wyższe dla materiałów miękkich i mniejszych średnic. Zbyt wysokie obroty mogą przegrzać wiertło i materiał, zbyt niskie utrudnić skrawanie.Smarowanie i chłodzenie: Twój niezbędny sojusznik w walce z tarciem
Nie ignoruj tego kroku! Smarowanie i chłodzenie to podstawa sukcesu, zwłaszcza przy gwintowaniu. Używaj specjalnego oleju do gwintowania, emulsji chłodzącej lub nawet zwykłego oleju maszynowego (choć dedykowane środki są znacznie lepsze). Dlaczego to takie ważne? Środek smarujący:
- Zmniejsza tarcie między narzędziem a materiałem.
- Zapobiega przegrzewaniu się wiertła i gwintownika, co wydłuża ich żywotność.
- Poprawia jakość gwintu, sprawiając, że jest gładszy i bardziej precyzyjny.
- Ułatwia usuwanie wiórów, zapobiegając ich zakleszczaniu się.
Prawidłowe gwintowanie ręczne: Zasada „pełny obrót do przodu, pół do tyłu”
Gwintowanie ręczne, zwłaszcza z użyciem zestawu 3-stopniowego (zdzierak, pośredni, wykańczak), wymaga cierpliwości i techniki. Oto jak ja to robię:
- Zamocuj pierwszy gwintownik (zdzierak) w pokrętce i wkręć go delikatnie w otwór, upewniając się, że jest prostopadle do powierzchni.
- Wykonaj około 1-2 pełne obroty do przodu, naciskając lekko, aby gwintownik zaczął "łapać" materiał.
- Cofnij gwintownik o około pół obrotu do tyłu. To kluczowy moment! Cofnięcie narzędzia powoduje złamanie wióra i jego usunięcie z rowka gwintownika. Zapobiega to zakleszczeniu się narzędzia i jego złamaniu.
- Powtarzaj cykl "pełny obrót do przodu, pół do tyłu", aż gwintownik przejdzie przez cały otwór. Pamiętaj o regularnym smarowaniu.
- Wymień gwintownik na pośredni, a następnie na wykańczak, powtarzając ten sam proces. Każdy kolejny gwintownik pogłębia i wygładza gwint, nadając mu ostateczny kształt.
Tabela doboru wierteł twój podręczny niezbędnik
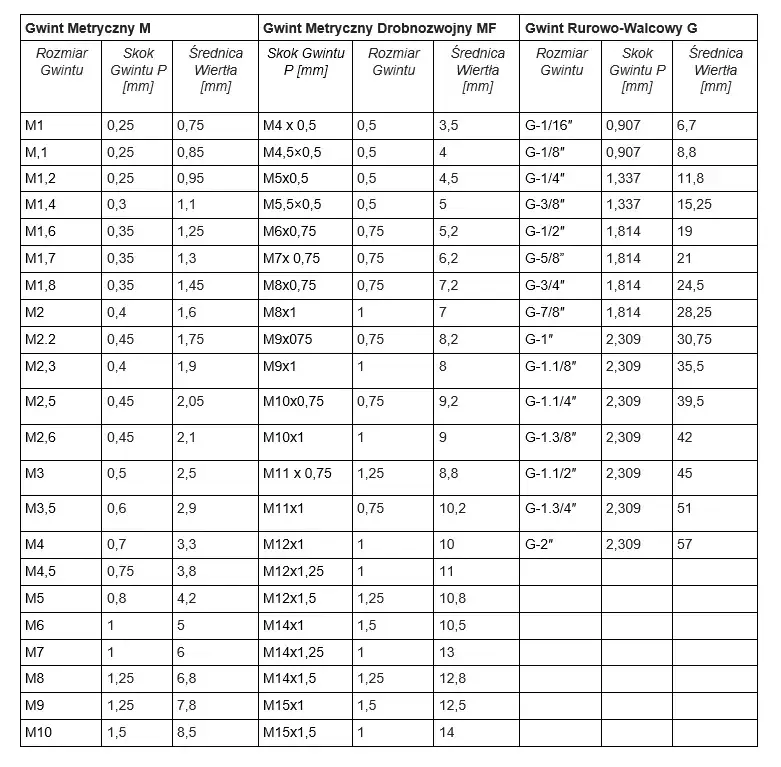
Aby ułatwić Ci pracę i zapewnić szybki dostęp do najważniejszych informacji, przygotowałem podręczną tabelę z najpopularniejszymi gwintami metrycznymi i odpowiadającymi im średnicami wierteł. To coś, co zawsze mam pod ręką w warsztacie.
Tabela wierteł dla najpopularniejszych gwintów metrycznych (M4, M5, M8, M10)
| Gwint metryczny | Średnica wiertła |
|---|---|
| M4 (skok 0,7 mm) | 3,3 mm |
| M5 (skok 0,8 mm) | 4,2 mm |
| M6 (skok 1,0 mm) | 5,0 mm |
| M8 (skok 1,25 mm) | 6,8 mm |
| M10 (skok 1,5 mm) | 8,5 mm |
Jak interpretować tabele i unikać pomyłek?
Tabela jest świetnym punktem wyjścia, ale zawsze pamiętaj, że podane wartości dotyczą standardowych gwintów metrycznych o najczęściej spotykanym skoku. Zanim zaczniesz wiercić, zawsze sprawdź skok gwintu, zwłaszcza jeśli masz do czynienia z gwintem, który nie jest typowy. Informację o skoku znajdziesz na gwintowniku lub w specyfikacji technicznej. W przypadku gwintów drobnozwojnych, jak już wspominałem przy M6, średnica wiertła będzie inna. Moja rada: jeśli masz wątpliwości, wykonaj otwór testowy w kawałku złomu tego samego materiału, aby upewnić się, że wszystko pasuje idealnie.
Najczęstsze błędy przy gwintowaniu M6 i jak ich unikać
Jako praktyk, widziałem wiele błędów, które kosztowały czas, pieniądze i nerwy. Oto najczęstsze z nich i jak ich uniknąć, aby Twoje gwintowanie M6 było zawsze udane.
Błąd #1: Ignorowanie konieczności chłodzenia
To jeden z najpowszechniejszych błędów, zwłaszcza u początkujących. Brak chłodzenia i smarowania podczas wiercenia i gwintowania prowadzi do szybkiego przegrzewania się narzędzi. Wiertło i gwintownik tracą swoją twardość, tępią się w mgnieniu oka, a w skrajnych przypadkach mogą się nawet spalić. Przegrzany gwintownik łatwiej się łamie, a gwint nacięty na sucho jest szorstki i niedokładny. Zawsze, ale to zawsze, używaj odpowiedniego środka smarująco-chłodzącego. To inwestycja, która się zwraca.
Błąd #2: Złamanie gwintownika przez brak usuwania wiórów
Ten błąd jest szczególnie bolesny, bo często kończy się złamanym gwintownikiem w otworze. Jeśli podczas gwintowania ręcznego nie będziesz regularnie cofać gwintownika (zasada "pełny obrót do przodu, pół do tyłu"), wióry będą się gromadzić w rowkach gwintownika. Zwiększy to opór, gwintownik zakleszczy się, a przy próbie dalszego obracania, po prostu pęknie. To prosta fizyka. Pamiętaj o tej zasadzie, a zaoszczędzisz sobie mnóstwa frustracji.
Przeczytaj również: Gwint M8: Jakie wiertło 6,8 mm? Tabela i wzór krok po kroku
Błąd #3: Krzywe gwintowanie, czyli ostateczny cios dla połączenia
Krzywo nacięty gwint to gwint bezwartościowy. Nawet jeśli uda Ci się wkręcić śrubę, połączenie będzie słabe, podatne na luzowanie i nie będzie spełniać swojej funkcji. Co gorsza, krzywe gwintowanie może uszkodzić gwintownik, a nawet sam obrabiany element. Kluczem do uniknięcia tego błędu jest utrzymanie prostopadłości już od samego początku wiercenia. Jeśli otwór jest krzywy, gwintowanie również będzie krzywe. Jeśli nie masz wiertarki stołowej, użyj prowadnicy lub rób to bardzo ostrożnie, kontrolując kąt z każdej strony.