? Zrób to dobrze za pierwszym razem!")
Ten artykuł szczegółowo wyjaśnia, jak dobrać odpowiednie wiertło do gwintowania otworu pod gwint metryczny M4, dostarczając precyzyjnych danych i praktycznych wskazówek. Dzięki niemu unikniesz typowych błędów i wykonasz trwałe, prawidłowe połączenie gwintowe.
Wiertło 3.3 mm klucz do idealnego gwintu M4 i uniknięcia błędów
- Dla standardowego gwintu metrycznego M4 o skoku 0.7 mm, zawsze używaj wiertła o średnicy 3.3 mm.
- Prawidłową średnicę wiertła oblicza się ze wzoru: średnica gwintu - skok gwintu (4 mm - 0.7 mm = 3.3 mm).
- Zastosowanie zbyt małego wiertła (np. 3.0 mm) grozi złamaniem gwintownika, a zbyt dużego (np. 3.5 mm) osłabieniem gwintu.
- Kluczowe dla trwałości gwintu jest również zachowanie prostopadłości wiercenia oraz stosowanie odpowiedniego chłodziwa.
- Dobór wierteł pod gwinty jest standaryzowany, np. normami DIN 336 i ISO 2306.
Precyzyjny dobór wiertła pod gwint M4 to absolutna podstawa
Jako doświadczony praktyk, zawsze podkreślam, że sukces w gwintowaniu zaczyna się od jednego, kluczowego elementu: prawidłowego doboru wiertła. To nie jest kwestia "mniej więcej", ale precyzyjnej wartości, która decyduje o wytrzymałości i funkcjonalności połączenia. W przypadku gwintu M4, ta precyzja jest szczególnie ważna.
Złoty standard: poznaj prawidłową średnicę wiertła dla M4
Dla standardowego gwintu metrycznego M4, który charakteryzuje się skokiem 0.7 mm, prawidłowa średnica wiertła to 3.3 mm. Ta wartość nie jest przypadkowa. Wynika ona z prostego, ale fundamentalnego wzoru: średnica gwintu - skok gwintu. W przypadku M4, obliczenie wygląda następująco: 4 mm (średnica nominalna gwintu) - 0.7 mm (skok gwintu) = 3.3 mm. Warto wiedzieć, że dobór wierteł pod gwinty jest ściśle standaryzowany i opiera się na normach takich jak DIN 336 czy ISO 2306, co gwarantuje powtarzalność i kompatybilność na całym świecie. Zawsze polegam na tych standardach, aby mieć pewność, że moja praca będzie wykonana poprawnie.
Co się stanie, gdy użyjesz za małego lub za dużego wiertła?
Wierzę, że zrozumienie konsekwencji błędnego doboru wiertła jest równie ważne, co znajomość tej właściwej średnicy. To właśnie tutaj najczęściej pojawiają się problemy, które mogą zniweczyć całą pracę.
- Za małe wiertło (np. 3.0 mm): Jeśli otwór będzie miał zbyt małą średnicę, gwintownik napotka na ogromny opór. Będzie musiał usunąć zbyt dużo materiału, co drastycznie zwiększa ryzyko jego złamania. Złamany gwintownik w otworze to jeden z najbardziej frustrujących problemów, z jakim można się spotkać w warsztacie.
- Za duże wiertło (np. 3.5 mm): W tym przypadku gwint będzie zbyt płytki. Oznacza to, że nie będzie on w stanie utrzymać nominalnych parametrów wytrzymałościowych. Połączenie będzie słabe, podatne na "zerwanie" pod obciążeniem, a śruba może nie trzymać się stabilnie. Taki gwint po prostu nie spełni swojej funkcji.
Skok gwintu 0.7 mm kluczowy parametr, o którym musisz wiedzieć
Skok gwintu to odległość, o jaką przesuwa się śruba lub nakrętka podczas jednego pełnego obrotu. Dla gwintu M4, standardowy skok wynosi 0.7 mm. Jest to parametr absolutnie fundamentalny w procesie gwintowania, ponieważ to właśnie on, w połączeniu ze średnicą nominalną, pozwala nam obliczyć idealną średnicę otworu pod gwint. Bez znajomości skoku gwintu, prawidłowy dobór wiertła jest niemożliwy. Dlatego zawsze zwracam uwagę, aby sprawdzić ten parametr, zwłaszcza przy niestandardowych gwintach.
Jak dobrać wiertło do gwintownika M4 w praktyce?
Teoria to jedno, ale praktyka to drugie. Chciałbym podzielić się z Wami moim podejściem do przygotowania otworu pod gwint M4, abyście mogli uniknąć typowych pułapek i cieszyć się solidnym połączeniem.
Krok 1: Weryfikacja materiału czy wiercisz w stali, aluminium, a może w czymś innym?
Średnica wiertła 3.3 mm jest uniwersalnym standardem dla większości metali, z którymi pracujemy na co dzień, takimi jak stal konstrukcyjna czy aluminium. Jednakże, jako ekspert, muszę wspomnieć, że w przypadku materiałów o skrajnych właściwościach, takich jak bardzo twarda stal nierdzewna lub niezwykle miękka i ciągliwa miedź, niektórzy specjaliści mogą sugerować minimalne korekty średnicy wiertła. Na przykład, dla miedzi, gdzie materiał ma tendencję do "zamykania się" na gwintowniku, niektórzy mogą wybrać wiertło 3.4 mm, aby zoptymalizować proces i zapobiec zakleszczeniu. To są jednak niuanse dla bardziej zaawansowanych zastosowań; dla większości prac 3.3 mm będzie idealne.
Krok 2: Wybór i przygotowanie wiertła na co zwrócić uwagę przed rozpoczęciem pracy?
Zanim zaczniesz wiercić, poświęć chwilę na przygotowanie. To małe kroki, które robią dużą różnicę.
- Upewnij się, że wiertło ma dokładnie 3.3 mm średnicy. Zawsze sprawdzam to suwmiarką, aby uniknąć pomyłek.
- Sprawdź stan wiertła. Musi być ostre i nieuszkodzone. Tępe lub wyszczerbione wiertło nie tylko utrudni pracę, ale może też spowodować nieprawidłowy otwór.
- Zaznacz punkt wiercenia punktakiem. To kluczowe, aby wiertło nie "uciekało" na początku wiercenia i aby otwór znalazł się dokładnie tam, gdzie powinien.
Krok 3: Technika wiercenia otworu jak zapewnić idealną prostopadłość?
To jest jeden z najważniejszych aspektów, który często jest bagatelizowany. Otwór musi być wiercony absolutnie prostopadle do powierzchni materiału. Brak prostopadłości to prosta droga do krzywego gwintu, który nie będzie trzymał śruby prosto, a co gorsza może spowodować złamanie gwintownika. Jeśli masz dostęp do wiertarki stołowej, użyj jej to najlepsze rozwiązanie. W przypadku wiercenia ręcznego, staraj się korzystać ze specjalnych prowadnic lub przynajmniej kontroluj kąt wiercenia z kilku perspektyw. Pamiętaj, że nawet niewielkie odchylenie może mieć poważne konsekwencje.
Nie tylko wiertło! O czym jeszcze pamiętać, gwintując otwór M4?
Prawidłowy dobór wiertła to dopiero początek. Aby gwint M4 był trwały i funkcjonalny, musimy pamiętać o kilku innych, równie istotnych elementach procesu. Moje doświadczenie pokazuje, że zaniedbanie któregokolwiek z nich może prowadzić do frustracji i nieudanych połączeń.
Rola chłodziwa dlaczego smarowanie jest niezbędne przy gwintowaniu w metalu?
Stosowanie chłodziwa, takiego jak specjalny olej do gwintowania lub emulsyna, jest absolutnie kluczowe podczas pracy z metalami. To nie jest opcja, to konieczność. Chłodziwo pełni wiele funkcji: po pierwsze, zmniejsza tarcie między gwintownikiem a materiałem, co ułatwia pracę i zmniejsza wysiłek. Po drugie, odprowadza ciepło, zapobiegając przegrzewaniu się narzędzia i obrabianego elementu. Przegrzewanie może prowadzić do szybkiego zużycia gwintownika, a nawet do utwardzenia materiału, co utrudni dalszą obróbkę. Po trzecie, chłodziwo ułatwia usuwanie wiórów, zapobiegając ich zakleszczaniu się w otworze. Pamiętajcie, że dobry gwintownik to inwestycja, a chłodziwo znacząco przedłuża jego żywotność.
Gwintownik ręczny czy maszynowy? Krótkie porównanie dla majsterkowicza
Wybór gwintownika zależy od skali i charakteru pracy. Dla majsterkowiczów i pojedynczych zadań, gwintowniki ręczne są najczęściej wybieranym rozwiązaniem. Zwykle sprzedawane są w kompletach po trzy sztuki: zdzierak (oznaczony jednym pierścieniem), pośredni (dwoma pierścieniami) i wykańczak (bez pierścieni lub z trzema). Każdy z nich ma nieco inny profil i stopniowo pogłębia gwint. Natomiast gwintowniki maszynowe są przeznaczone do pracy z wiertarkami stołowymi, tokarkami czy frezarkami, gdzie liczy się szybkość i powtarzalność. Są one bardziej efektywne w produkcji seryjnej i zazwyczaj wykonują gwint w jednym przejściu. Dla domowego warsztatu, komplet ręcznych gwintowników M4 będzie w zupełności wystarczający.
Prawidłowa technika pracy gwintownikiem ręcznym (ruch w przód i cofanie)
Jeśli zdecydujesz się na gwintowanie ręczne, kluczowa jest technika. To ona decyduje o tym, czy gwint będzie czysty i precyzyjny, czy też skończysz ze złamanym narzędziem.
- Umieść gwintownik w otworze i delikatnie go wkręcaj, używając pokrętła do gwintowników. Na tym etapie najważniejsza jest prostopadłość upewnij się, że gwintownik wchodzi prosto.
- Po wykonaniu 1-2 obrotów w przód (zgodnie z ruchem wskazówek zegara), cofnij gwintownik o około 1/4 obrotu (przeciwnie do ruchu wskazówek zegara).
- Powtarzaj ten cykl (1-2 obroty w przód, 1/4 obrotu w tył) aż do nagwintowania otworu na pożądaną głębokość.
- Ruch cofania ma na celu złamanie wióra i ułatwienie jego odprowadzenia z otworu. To zapobiega zakleszczeniu gwintownika i zmniejsza ryzyko jego złamania. Pamiętaj o regularnym dodawaniu chłodziwa!
Najczęstsze błędy przy gwintowaniu M4 i jak ich unikać
Jako osoba, która widziała wiele warsztatowych historii, mogę śmiało powiedzieć, że błędy przy gwintowaniu są powszechne. Jednak większość z nich można łatwo uniknąć, znając ich przyczyny. Chcę Wam przedstawić te najczęstsze, abyście mogli uczyć się na moich i cudzych doświadczeniach.
Złamany gwintownik najgorszy scenariusz i jak mu zapobiegać
Złamany gwintownik to prawdziwy koszmar. Nie tylko tracisz narzędzie, ale często masz też problem z usunięciem jego resztek z otworu, co może zniszczyć cały element. Najczęstsze przyczyny to: użycie zbyt małego wiertła (o czym już mówiliśmy), brak chłodzenia/smarowania, zbyt duża siła nacisku (gwintownik ma skrawać, a nie rwać materiał), brak ruchu cofania w celu złamania wióra oraz wiercenie/gwintowanie pod kątem. Pamiętajcie, że gwintowniki są twarde, ale kruche. Jeśli już dojdzie do złamania, istnieją specjalistyczne wykrętaki do gwintowników, ale ich użycie bywa trudne i nie zawsze skuteczne.
Krzywy lub "zerwany" gwint przyczyny i skutki
Krzywy gwint powstaje, gdy otwór jest wiercony pod kątem lub gdy gwintownik jest wprowadzany krzywo. Taki gwint sprawi, że śruba będzie wkręcać się pod kątem, co wygląda nieestetycznie i znacząco osłabia połączenie. Z kolei "zerwany" gwint to efekt użycia zbyt dużego wiertła (gwint jest zbyt płytki) lub nadmiernej siły podczas gwintowania, która uszkadza zwoje. Skutki są oczywiste: brak stabilnego połączenia, niemożność prawidłowego wkręcenia śruby, a w konsekwencji osłabienie całej konstrukcji. W krytycznych zastosowaniach może to prowadzić do poważnych awarii.
Przegrzanie materiału i narzędzia konsekwencje braku chłodzenia
Brak odpowiedniego chłodzenia podczas gwintowania w metalach ma szereg negatywnych konsekwencji. Po pierwsze, gwintownik szybko się zużywa i tępi, co skraca jego żywotność i pogarsza jakość gwintu. W skrajnych przypadkach może nawet pęknąć. Po drugie, wysoka temperatura może spowodować utwardzenie obrabianego materiału, zwłaszcza w przypadku niektórych stali. To sprawia, że dalsza obróbka staje się trudniejsza, a sam gwint może być mniej precyzyjny i bardziej podatny na uszkodzenia. Zawsze używajcie chłodziwa to mała rzecz, która chroni Wasze narzędzia i gwarantuje lepsze rezultaty.
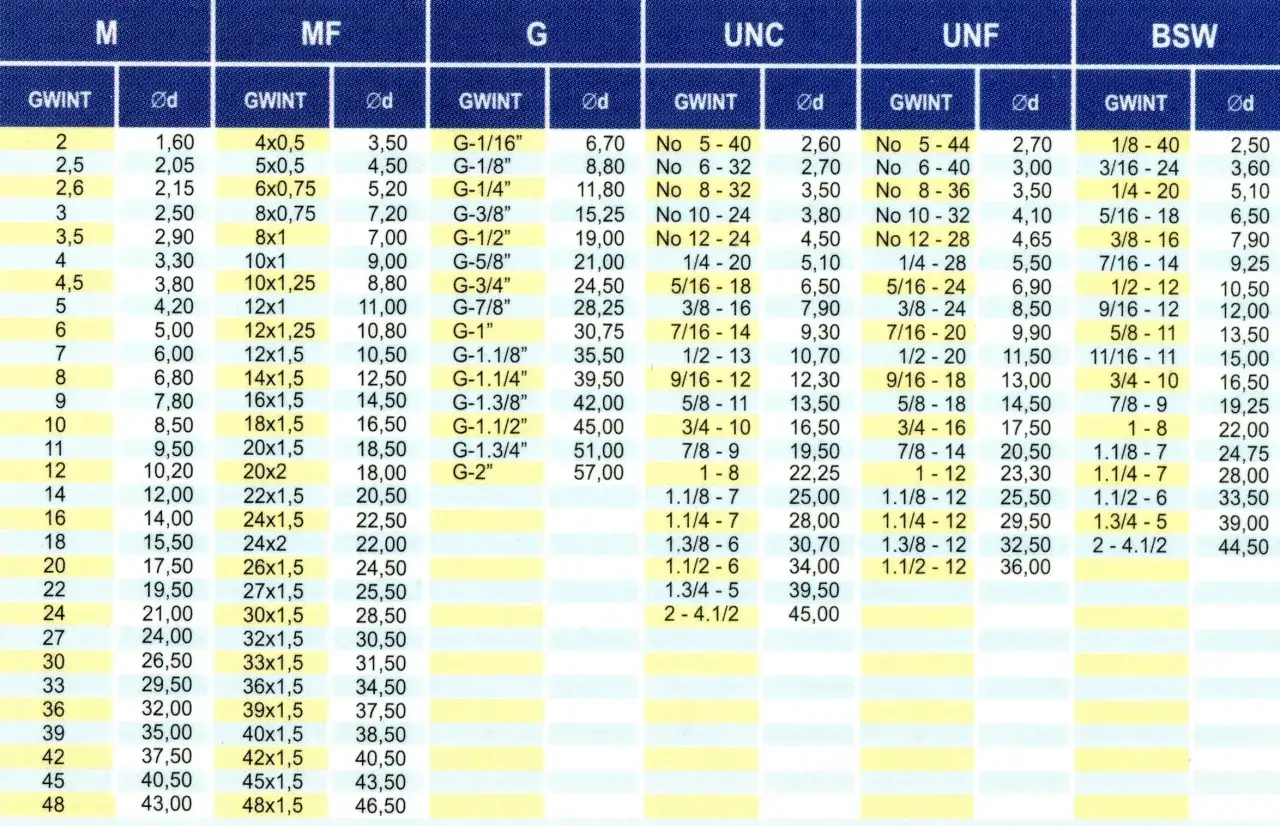
Tabela doboru wierteł: Twój niezbędnik
Aby ułatwić Wam pracę i zapewnić szybki dostęp do kluczowych informacji, przygotowałem poniższą sekcję. Wierzę, że taka tabela to absolutny niezbędnik w każdym warsztacie, zarówno dla początkujących, jak i doświadczonych majsterkowiczów.
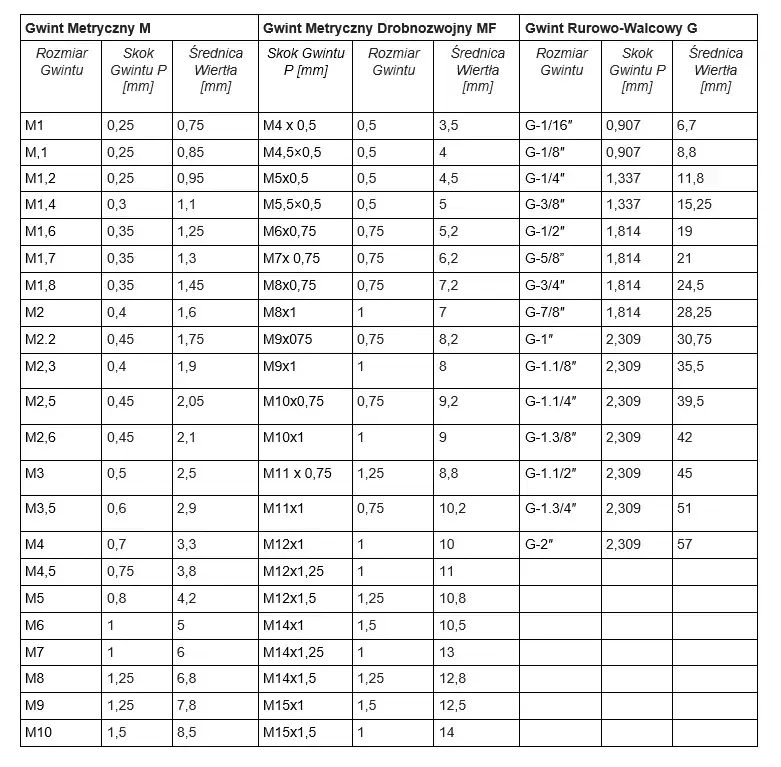
Jak czytać tabele gwintów metrycznych (standard ISO)?
Standardowe tabele doboru wierteł pod gwinty metryczne, takie jak te zgodne z normą ISO, są bardzo intuicyjne. Zazwyczaj składają się z trzech głównych kolumn. Pierwsza kolumna to nominalna średnica gwintu (np. M3, M4, M5), która wskazuje rozmiar śruby, jaką chcemy wkręcić. Druga kolumna to skok gwintu (mm), czyli odległość między sąsiednimi zwojami. Trzecia i najważniejsza dla nas kolumna to zalecana średnica wiertła (mm), która jest wynikiem odejmowania skoku od średnicy nominalnej. Zawsze upewnijcie się, że korzystacie z tabeli dla gwintów metrycznych, ponieważ istnieją inne systemy (np. calowe), które mają zupełnie inne wartości.
Przykłady dla innych popularnych gwintów: M3, M5, M6, M8
Abyście mieli pełniejszy obraz i mogli szybko sprawdzić potrzebne wartości, przygotowałem tabelę z najczęściej używanymi gwintami metrycznymi. Jak widzicie, M4 idealnie wpisuje się w ten schemat.
| Gwint | Skok gwintu (mm) | Średnica wiertła (mm) |
|---|---|---|
| M3 | 0.5 | 2.5 |
| M4 | 0.7 | 3.3 |
| M5 | 0.8 | 4.2 |
| M6 | 1.0 | 5.0 |
| M8 | 1.25 | 6.8 |
Przeczytaj również: Jakie wiertło pod gwint M10? 8.5 mm i precyzja to sukces!
Czy istnieją różnice w doborze wiertła dla gwintów drobnozwojnych?
Tak, zdecydowanie istnieją różnice, i jest to ważna kwestia, o której należy pamiętać. Gwinty drobnozwojne, w przeciwieństwie do gwintów zwykłych o tej samej średnicy nominalnej, charakteryzują się mniejszym skokiem. Na przykład, M8 może mieć skok 1.25 mm (zwykły) lub 1.0 mm (drobnozwojny). Zgodnie ze wzorem (średnica gwintu - skok gwintu), mniejszy skok oznacza, że do gwintów drobnozwojnych będzie potrzebne inne, zazwyczaj większe wiertło. Zawsze upewnijcie się, jaki typ gwintu macie do czynienia, zanim dobierzecie wiertło, ponieważ pomyłka może prowadzić do tych samych problemów, co użycie zbyt małego lub zbyt dużego wiertła w przypadku gwintu zwykłego.