
Precyzyjny dobór wiertła pod gwint M8 to nie tylko kwestia technicznej poprawności, ale także klucz do trwałości połączenia i bezpieczeństwa pracy. Zbyt mały otwór może doprowadzić do złamania gwintownika i uszkodzenia elementu, natomiast zbyt duży skutkuje słabym, niepełnym gwintem. W tym artykule, jako Dominik Sobczak, dostarczę Ci konkretnych, sprawdzonych informacji, które pozwolą Ci prawidłowo przygotować otwór pod gwint M8 i uniknąć kosztownych błędów.
Wiertło 6,8 mm pod standardowy gwint M8 klucz do trwałego połączenia
- Dla standardowego gwintu M8 (skok 1,25 mm) należy użyć wiertła o średnicy 6,8 mm (lub 6,75 mm dla ciaśniejszego pasowania).
- Gwinty drobnozwojne M8 (np. M8x1,0, M8x0,75) wymagają innych średnic wierteł (odpowiednio 7,0 mm i 7,2 mm).
- Średnicę wiertła można obliczyć wzorem: Średnica wiertła = Średnica gwintu - Skok gwintu.
- Błędny dobór wiertła grozi złamaniem gwintownika (za mały otwór) lub uzyskaniem słabego, niepełnego gwintu (za duży otwór).
- Materiał obrabiany (stal, aluminium) oraz stosowanie chłodziwa mają wpływ na proces gwintowania i dobór wiertła.

Precyzyjny dobór wiertła pod gwint M8 to podstawa
Zanim zaczniesz: konsekwencje błędu, którego chcesz uniknąć
Użycie zbyt małego wiertła pod gwint M8 to jeden z najczęstszych błędów, który niemal zawsze prowadzi do katastrofy. Duży opór podczas gwintowania generuje ogromne naprężenia, które z dużą dozą prawdopodobieństwa spowodują złamanie gwintownika w otworze. To nie tylko strata narzędzia, ale często również zniszczenie obrabianego elementu, ponieważ usunięcie fragmentu gwintownika z otworu jest niezwykle trudne, a czasem wręcz niemożliwe.Z drugiej strony, zbyt duży otwór również jest problemem. Skutkuje on powstaniem niepełnego, "płytkiego" gwintu, który ma znacznie obniżoną wytrzymałość na zerwanie. Takie połączenie nie będzie w stanie przenieść zakładanych obciążeń i może zawieść w kluczowym momencie. Dlatego, jak widzisz, precyzja w doborze wiertła jest absolutnie kluczowa dla trwałości połączenia i bezpieczeństwa pracy.
Jeden gwint, różne wiertła klucz do zrozumienia problemu
Wielu moich klientów dziwi się, gdy dowiaduje się, że dla tego samego gwintu M8 mogą być potrzebne różne średnice wierteł. Kluczem do zrozumienia tej kwestii jest pojęcie "skoku gwintu". Skok gwintu to nic innego jak odległość, o jaką przesuwa się śruba podczas jednego pełnego obrotu. To właśnie ten parametr, obok średnicy nominalnej, decyduje o tym, jakiej średnicy otwór musimy wywiercić, aby gwintownik mógł prawidłowo uformować zwoje. Bez znajomości skoku gwintu, dobór odpowiedniego wiertła jest po prostu niemożliwy i opiera się na zgadywaniu, co, jak już wiemy, może mieć fatalne konsekwencje.
Gwint M8: Jak dobrać prawidłową średnicę wiertła?
Standardowy gwint M8 (skok 1,25 mm) jedyna słuszna odpowiedź
Przejdźmy do sedna sprawy. Dla standardowego gwintu M8, czyli takiego, który ma skok 1,25 mm, należy bezwzględnie użyć wiertła o średnicy 6,8 mm. Jest to najbardziej powszechna i zalecana średnica, która zapewnia optymalny zarys gwintu. Czasami w tabelach można spotkać wartość 6,75 mm, która również jest akceptowalna i pozwala uzyskać nieco ciaśniejsze pasowanie. Ja osobiście preferuję 6,8 mm, ponieważ minimalnie zmniejsza ryzyko złamania gwintownika, szczególnie przy gwintowaniu ręcznym.
Gwinty drobnozwojne M8 kiedy standard to za mało?
Standardowy gwint M8 jest wszechobecny, ale w inżynierii i mechanice często spotykamy się z potrzebą zastosowania gwintów drobnozwojnych. Są one wykorzystywane w specyficznych zastosowaniach, gdzie wymagana jest większa precyzja regulacji, lepsze samozahamowanie (mniejsza tendencja do luzowania się) lub mniejsza głębokość wkręcania. Dla tych wariantów M8, standardowe wiertło 6,8 mm będzie absolutnie nieodpowiednie.
Wiertło pod gwint M8x1,0 precyzyjne połączenia
Jeśli masz do czynienia z gwintem M8 o skoku 1,0 mm (oznaczanym jako M8x1,0), to prawidłowa średnica wiertła wynosi 7,0 mm. Pamiętaj, że każdy milimetr skoku ma znaczenie!Wiertło pod gwint M8x0,75 gdy liczy się samozahamowność
Dla jeszcze drobniejszego gwintu M8 o skoku 0,75 mm (M8x0,75), należy zastosować wiertło o średnicy 7,2 mm. Niektóre źródła dopuszczają również 7,25 mm, co jest również prawidłowe.
Obliczanie średnicy otworu pod gwint: Prosty wzór, który zawsze działa
Czym jest skok gwintu i jak go rozpoznać?
Jak już wspomniałem, skok gwintu to odległość między sąsiednimi wierzchołkami zwojów (lub ich podstawami) mierzona równolegle do osi gwintu. Jest to absolutnie kluczowy parametr. W oznaczeniach gwintów metrycznych skok jest często podawany po znaku "x", na przykład w M8x1,0, "1,0" to właśnie skok gwintu wyrażony w milimetrach. Jeśli skok nie jest podany (np. samo "M8"), oznacza to, że mamy do czynienia ze standardowym skokiem dla danej średnicy nominalnej, który dla M8 wynosi 1,25 mm. Gwinty metryczne, ich skoki i wymiary są znormalizowane, głównie zgodnie z normą ISO DIN-13, co zapewnia ich kompatybilność na całym świecie.
Formuła na sukces: Średnica gwintu minus skok gwintu
Na szczęście istnieje prosty i uniwersalny wzór, który pozwala obliczyć średnicę wiertła dla niemal każdego gwintu metrycznego. Wzór ten wygląda następująco:
Do = Dg - P
Gdzie:
- Do to średnica otworu pod gwint (czyli średnica wiertła, którego szukamy).
- Dg to średnica nominalna gwintu (np. dla gwintu M8, Dg wynosi 8 mm).
- P to skok gwintu (np. dla standardowego M8, P wynosi 1,25 mm).
Praktyczny przykład: Obliczamy otwór dla M8 krok po kroku
Zastosujmy ten wzór do naszego standardowego gwintu M8, aby zobaczyć, jak to działa w praktyce:
- Zidentyfikuj średnicę nominalną (Dg): Dla gwintu M8, Dg wynosi 8 mm.
- Zidentyfikuj skok gwintu (P): Dla standardowego gwintu M8, P wynosi 1,25 mm.
- Podstaw wartości do wzoru: Do = 8 mm - 1,25 mm = 6,75 mm.
Jak widać, wynik obliczeń to 6,75 mm. Dlaczego więc często zalecam wiertło 6,8 mm? W praktyce warsztatowej, aby ułatwić gwintowanie, zmniejszyć opór i zminimalizować ryzyko złamania gwintownika, często stosuje się wiertło o średnicy nieznacznie większej niż wynika to z czystego obliczenia. Różnica 0,05 mm jest minimalna, a znacząco wpływa na komfort i bezpieczeństwo pracy, jednocześnie zapewniając wystarczający zarys gwintu.
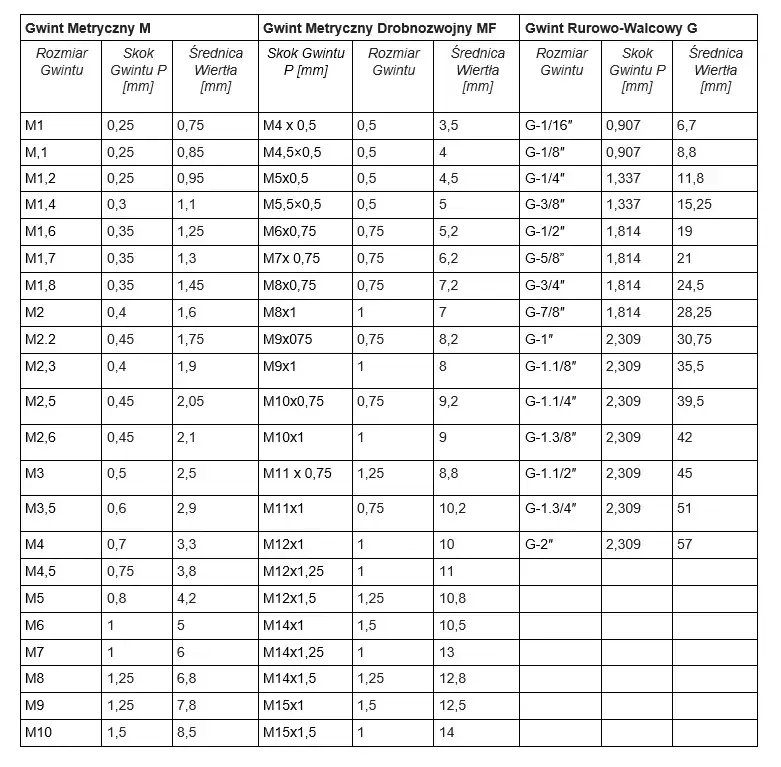
Tabela doboru wierteł pod gwinty metryczne: Twoja ściągawka
Poniżej przedstawiam kompleksową tabelę, która będzie Twoją niezawodną ściągawką przy doborze wierteł pod najpopularniejsze gwinty metryczne, zarówno zwykłe, jak i drobnozwojne. Zawsze warto mieć ją pod ręką!
| Typ gwintu | Skok gwintu (P) | Średnica wiertła (mm) |
|---|---|---|
| Gwinty zwykłe (M) | ||
| M3 | 0,5 | 2,5 |
| M4 | 0,7 | 3,3 |
| M5 | 0,8 | 4,2 |
| M6 | 1,0 | 5,0 |
| M8 | 1,25 | 6,8 (6,75) |
| M10 | 1,5 | 8,5 |
| M12 | 1,75 | 10,2 |
| Gwinty drobnozwojne (MF) | ||
| M8x1,0 | 1,0 | 7,0 |
| M8x0,75 | 0,75 | 7,2 (7,25) |
| M8x0,5 | 0,5 | 7,5 |
| M10x1,25 | 1,25 | 8,8 |
| M10x1,0 | 1,0 | 9,0 |
| M12x1,5 | 1,5 | 10,5 |
| M12x1,25 | 1,25 | 10,8 |
| M12x1,0 | 1,0 | 11,0 |
Kluczowe czynniki dla idealnego gwintu: Na co jeszcze zwrócić uwagę?
Czy materiał, w którym wiercisz, ma znaczenie? (Stal vs Aluminium vs Tworzywa)
Absolutnie tak! Materiał, w którym wiercisz i gwintujesz, ma ogromny wpływ na dobór wiertła i sam proces. W materiałach twardych, takich jak stal nierdzewna, zalecam stosowanie wierteł o średnicy bliższej wartości obliczeniowej (np. 6,75 mm dla M8), aby uzyskać pełniejszy zarys gwintu i zapewnić jego maksymalną wytrzymałość. W materiałach miękkich, na przykład w aluminium lub tworzywach sztucznych, można dopuścić użycie minimalnie większego wiertła (np. 6,9 mm dla M8). Pozwala to uniknąć zakleszczania się materiału na gwintowniku i ułatwia odprowadzanie wiórów. Warto też wspomnieć o praktyce warsztatowej, gdzie pod gwinty przeznaczone pod szpilki, wymagające bardzo ciasnego pasowania, doświadczeni ślusarze stosują wiertła o nieco mniejszej średnicy (np. 6,7 mm dla M8), co jednak wymaga większej precyzji i dobrego smarowania.
Rola chłodziwa i smarowania jak nie złamać gwintownika?
Niezależnie od tego, czy wiercisz w stali, aluminium czy innym materiale, stosowanie odpowiedniego chłodziwa lub smarowania podczas gwintowania jest absolutnie kluczowe. Redukuje ono tarcie, które jest główną przyczyną nagrzewania się gwintownika i materiału. Odprowadzanie ciepła jest niezwykle ważne, ponieważ przegrzany gwintownik traci swoje właściwości tnące i staje się bardziej podatny na złamanie. Dobre smarowanie znacząco zmniejsza opór, ułatwia formowanie gwintu i wydłuża żywotność narzędzia. Nigdy nie bagatelizuj tego aspektu, zwłaszcza przy gwintowaniu twardych materiałów i ciaśniejszych otworów.
Wiercenie ręczne a maszynowe jak tolerancja wpływa na wynik?
Precyzja wykonania otworu ma bezpośredni wpływ na jakość uzyskanego gwintu. Wiercenie ręczne, nawet przy użyciu najlepszych wierteł, zawsze wiąże się z pewnymi niedokładnościami otwór może być minimalnie owalny lub odbiegać od idealnej osi. Wiercenie maszynowe, na przykład na wiertarce stołowej lub frezarce, zapewnia znacznie większą powtarzalność i dokładność średnicy oraz pozycji otworu. Ma to wpływ na tolerancję uzyskanego gwintu i jego ostateczną wytrzymałość. Jeśli zależy Ci na najwyższej precyzji, zawsze wybieraj wiercenie maszynowe.
Jak w 3 krokach idealnie dobrać wiertło pod gwintownik M8?
Podsumowując, aby idealnie dobrać wiertło pod gwintownik M8, postępuj zgodnie z tymi trzema prostymi krokami:
- Sprawdź skok gwintu: Upewnij się, czy masz do czynienia ze standardowym gwintem M8 (skok 1,25 mm), czy z gwintem drobnozwojnym (np. M8x1,0, M8x0,75). Jest to najważniejsza informacja.
- Dobierz średnicę wiertła: Dla standardowego M8 użyj wiertła 6,8 mm. W przypadku gwintów drobnozwojnych M8, skorzystaj z dołączonej tabeli lub oblicz średnicę za pomocą wzoru Do = Dg - P.
- Uwzględnij materiał i smarowanie: Dostosuj dobór wiertła do twardości materiału (nieco ciaśniej dla twardych, luźniej dla miękkich) i zawsze pamiętaj o odpowiednim chłodziwie lub smarowaniu, aby zapewnić trwałość gwintu i gwintownika.